


�������ڣ�2014-04-09
ʵ����Ч��2014-05-07
��Ȩ���ڣ�2017-01-04
ͬ������
����ţ�201320892424.4
����ţ�CN203697581U
�����գ�2014-07-09
˵����ժҪ
������������һ��M��������������������ڣ����������ͣ����Ͱ������ݶ�Բ���ͳݵ�Բ�����Լ�һ��һ����ݶ�Բ�����У���һ����ݵ�Բ�����е�ֱ�߶����ӣ������������������������������Ϻ����ijݶ�Բ���뾶���ݵ�Բ���뾶�ͽھ࣬�Ʊ�������M������ֽ�������ָ����ȫ�ܴﵽ5��ֽ���7��ֽ�������ָ�꣬��ȸߴ�8.5��11mm������ԭֽ��ͬ������£�M������ֽ�����ֽ�ʱ�5��ֽ���7��ֽ����ֽ�ʵ�30%��ʹ�ó����Ϳ���ֽ�䣬ͨ��������ƣ����ؿɴ�3�����ϣ����ϳ��ڱ���������ֽ��ľ��Ѭ����
Ȩ��Ҫ����
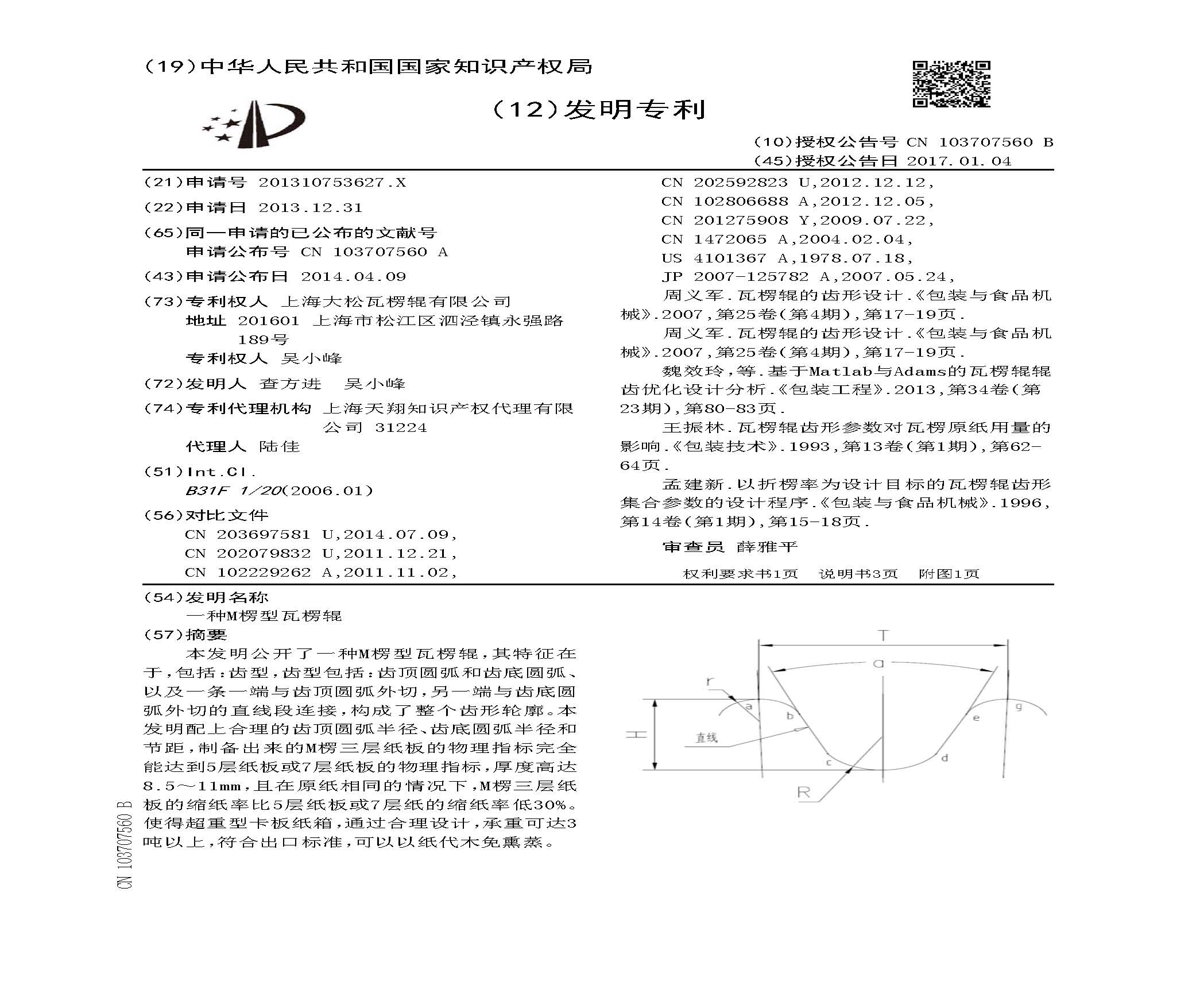
1.һ��M��������������������ڣ����������ͣ����Ͱ������ݶ�Բ���ͳݵ�Բ�����Լ�һ��һ����ݶ�Բ�����У���һ����ݵ�Բ�����е�ֱ�߶����ӣ������ݶ�Բ���İ뾶rΪ1.5mm���ݵ�Բ���İ뾶RΪ1.8mm���������͵ijݸ�HΪ10mm�����ν�αΪ85°���ھ�TΪ20mm��
˵����
һ��M���������
��������
�������漰һ��������������漰һ��M�����������
��������
Ŀǰ�����ϵ�����ֽ�������������GB/T6544-20084.4.2����Ҫ�������ģ��ò������±���
���� ���h/mm ���t/mm ��������/300mm��
A 4.5��5.0 8.0��9.5 34±3
C 3.5��4.0 6.8��7.9 41±3
B 2.5��3.0 5.5��6.5 50±4
E 1.1��2.0 3.0��3.5 96±6
F 0.6��0.9 1.9��2.6 136±20
��������ֽ���װ��ҵ��˵����װ��Ŀ��俹ѹǿ��������Ҫ��ָ�꣬��ֽ��Ŀ�ѹǿ�ȸ�ֽ���ԭֽ�ĸ�������ָ���й��⣬����ֽ��ĺ�ȣ�����оֽ����ֽ���йأ�������ԭֽ�ĸ�������ָ�겻��ʱ��ֽ���Ȳ���ʱ����ֽ��Խ��ֽ�����Ŀ�ѹǿ�Ⱦ�Խ�ߣ����ĵ�ԭֽ��Խ�࣬�ɱ���Խ�ߣ�ԭֽ�ĸ�������ָ�겻�䣬��ֽ�ʲ���ʱ��ֽ��߶�Խ�ߣ����俹ѹǿ�Ⱦ�Խ�ߣ������ֻҪ��ֽ��Ŀ��俹ѹ�����Ͱ�װ��ҵ�ijɱ������Ƿdz�����ģ��������Ͱ�װ��ҵ��˵���ܳ��ܽϸߴ�ֱѹ���İ�װֽ���Ƿ�չ����Ŀǰ�����ϵ�������ֽ������߶�С��8mm�����������װʱ��Ҫ�ߴ�ֱѹ����ֽ���Ҫ����ʵ�������Dz���˫A�����ֽ���3A���߲�ֽ���ľ�������������������Ĵ�������Դ���ɱ������ϸߣ�
���Ű�װ��ҵ�ķ�չ,����ֽ������������Ÿ�Ч���ͺġ����ۡ���ϸ��ʵ�õȷ��淢չ��������,Ϊ����Ӧ��װ��ҵ������������Ҫ��,�б�Ҫ����һ�ְ�װֽ�壬������ľ�䡢˫A�����ֽ���3A���߲�ֽ�壻������5��ֽ���7��ֽ�塣
��������
������Ҫ����ļ����������ṩһ��M��������������Ϻ����Ķ�Բ����Բ�ͽھ࣬�Ʊ�������M������ֽ���ȸߴ�8.5��11mm����ֽ�������ָ����ȫ�ܴﵽ5��ֽ���7��ֽ�������ָ�ꣻ
����ԭֽ��ͬ������£�M������ֽ�����ֽ�ʱ�5��ֽ���7��ֽ����ֽ�ʵ�30%��ʹ�ó����Ϳ���ֽ�䣬ͨ��������ƣ����ؿɴ�3�����ϣ����ϳ��ڱ���������ֽ��ľ��Ѭ����
ֽ��Ŀ��俹ѹǿ����ԭֽ��ֽ���ȡ������ʵĹ�ϵ���������¹�ʽ���
P������ֽ�俹ѹǿ��(N)��
Pm:����ֽ��ԭֽ���ۺϻ�ѹǿ��(N/cm)��
Rn——��ֽ��ѹǿ�Ȳ���ֵ(N/0.152m)
Rmn——����оֽ��ѹǿ�Ȳ���ֵ(N/0.152m)
C——����������C=�������������ܳ�/�ھ�
t:ֽ���ȣ�cm��
Z:����ֽ�侻���ܱ߳�(cm)��
������Ĺ�ʽ���ǿ��Կ�������ֽ��ߴ��Ѷ���Ҫ��߿���Ŀ�ѹǿ��Pֻ�����Pmֵ��ֽ����tֵ,���Pm����Ҫ�����ԭֽ������ָ�ꡢԭֽ���ء�����ֽ��IJ����������ʼ�������ȥ�������⼸�����涼��ʹ�ɱ�������������Թ�˾�ķ�չ����Դ��Լ���Dz����ģ����Ϊ����߿���Ŀ�ѹǿ������Ҫ�����ֽ������������⣻
��ߺ�ȵķ����ǣ�
һ���������е����ֽ�������������Ӳ����������ϵ�AA��AB���������ϻ�CBE��ABE����ϣ����ַ�����ʹ�ɱ����������������ڹ�˾�Ŀɳ�����չ��
��������һ���µ����ͣ�ʹ����ߴﵽ5����7���ĸ߶ȣ�������ֽ��ԭֽ���ۺϻ�ѹǿ��Ҳ�ܴﵽ5����7����ָ�꣬����������5����7����0.7��0.8��
Ϊ�ﵽ����Ŀ�ģ��������ļ����������£�
һ��M��������������������ͣ����Ͱ������ݶ�Բ���ͳݵ�Բ�����Լ�һ��һ����ݶ�Բ�����У���һ����ݵ�Բ�����е�ֱ�߶����ӡ�
�ڱ�������һ����ѡʵʩ���У������ݶ�Բ���İ뾶rΪ1.5-2.5mm���ݵ�Բ���İ뾶RΪ1.8-3.0mm��
�ڱ�������һ����ѡʵʩ���У��������͵ijݸ�HΪ8��10mm�����ν�αΪ55°��85°���ھ�TΪ13.5��20mm��
ͨ����������������������������Ч���ǣ�
���������Ϻ����ijݶ�Բ���뾶���ݵ�Բ���뾶�ͽھ࣬�Ʊ�������M������ֽ���ȸߴ�8.5��11mm����ֽ�������ָ����ȫ�ܴﵽ5��ֽ���7��ֽ�������ָ�ꣻ
����ԭֽ��ͬ������£�M������ֽ�����ֽ�ʱ�5��ֽ���7��ֽ����ֽ�ʵ�30%��ʹ�ó����Ϳ���ֽ�䣬ͨ��������ƣ����ؿɴ�3�����ϣ����ϳ��ڱ���������ֽ��ľ��Ѭ����
��ͼ˵��
Ϊ�˸������˵��������ʵʩ�������м����еļ������������潫��ʵʩ�������м�������������Ҫʹ�õĸ�ͼ���ؽ��ܣ��Զ����أ����������еĸ�ͼ�����DZ�������һЩʵʩ�������ڱ�������ͨ������Ա�������ڲ������������Ͷ���ǰ���£������Ը�����Щ��ͼ��������ĸ�ͼ��
ͼ1Ϊ�������Ľṹʾ��ͼ��
ͼ2Ϊ�������ij�������ͼ��
����ʵʩ��ʽ
Ϊ��ʹ������ʵ�ֵļ����ֶΡ��������������Ŀ���빦Ч���������˽⣬�����Ͼ���ͼʾ����һ��������������
����ͼ1��һ��M��������������������ͣ����Ͱ�������һ�ݶ�Բ��ab��ݵ�Բ��cd����һ�ݶ�Բ��ab��ݵ�Բ��cdͨ��ֱ�߶�bc���ӣ�
�������ڶ��ݶ�Բ��eg���ݵ�Բ��cd��ڶ��ݶ�Բ��egͨ�������de�����ӣ�����һ�������ij��ͽṹ��
�ݶ�Բ���İ뾶rΪ1.5-2.5mm���ݵ�Բ��cd�뾶RΪ1.8-3.0mm���ݸ�HΪ8��10mm�����ν�αΪ55°��85°���ھ�TΪ13.5��20mm��
����ͼ2�����������ʱ�������м���������ԭֽ�������Ϲ���������201���¹���������202������ѹ���̳��ͣ��γ�����оֽ��
����оֽ�������У��Ϲ���������201���¹���������202�������гݲ�������һ���ļ�϶K������Ϊ���Գ����ϣ������Ӵ��������ڳݶ��ͳݵĵ����ϣ�������Ϊ���ϴ��ݵĽ���㣬����������ĵ�ת����������ȫ���ʹ��ijݲ��ϱ任��ԭֽҲ�������������,ֱ���������ǯѹ��ȫ���ͺ�,�����������ת����������ֽճ�ϡ�
����������нھ�T�ͳ��ν�α���Ŵ���Ť�ص����ã��ݸ�HԽ�ھ�TҲҪ��Խ���ν�α���������55°��85°֮�䣬����Ť��ʱ��̫������ֽ����Ͳ�������Ӱ�죬ֽ��Ĺ�Ч�ʹﲻ��5����7��������Ҫ�������Ҫ�ϸ���ƽھ�T�ͳ��ν�αֵ�Ǹ����ͳɹ��Ĺؼ���
���������Ϻ����ijݶ�Բ���뾶���ݵ�Բ���뾶�ͽھ࣬�Ʊ�������M������ֽ���ȸߴ�8.5��11mm����ֽ�������ָ����ȫ�ܴﵽ5��ֽ���7��ֽ�������ָ�ꣻ
����ԭֽ��ͬ������£�M������ֽ�����ֽ�ʱ�5��ֽ���7��ֽ����ֽ�ʵ�30%��ʹ�ó����Ϳ���ֽ�䣬ͨ��������ƣ����ؿɴ�3�����ϣ����ϳ��ڱ���������ֽ��ľ��Ѭ����
������ʾ�������˱������Ļ���ԭ������Ҫ�����ͱ��������ŵ㡣����ҵ�ļ�����ԱӦ���˽⣬��������������ʵʩ�������ƣ�����ʵʩ����˵������������ֻ��˵����������ԭ�����ڲ����뱾��������ͷ�Χ��ǰ���£������������и��ֱ仯�Ľ�����Щ�仯�Ľ�������Ҫ���ı�������Χ�ڡ�������Ҫ����Χ��������Ȩ��Ҫ���鼰���Ч��綨��
 |
  |




